
ЩЬЦЬУћГЦЃКЙуЖЋгЏЬЉИпОЋУмММЪѕгаЯоЙЋЫО
СЊЯЕШЫЃКеХОИЗЩЃЈЯШЩњЃЉ
СЊЯЕЪжЛњЃК
ЙЬЖЈЕчЛАЃК
ЦѓвЕгЪЯфЃКlh@yingtai168.com
СЊЯЕЕижЗЃКЙуЖЋЪЁЖЋнИЪаГЄАВеђВНВНИпТЗ359КХ
гЪБрЃК
СЊЯЕЮвЪБЃЌЧыЫЕЪЧдкПкБЎвЧЦїЭјЩЯПДЕНЕФЃЌаЛаЛЃЁ
зЂЫмЮТЖШЃК
зЂЫмЮТЖШЪЧгАЯьзЂЫмбЙСІЕФживЊвђЫиЁЃзЂЫмЛњСЯЭВга5ЁЋ6ИіМгШШЖЮЃЌУПжждСЯЖМгаЦфКЯЪЪЕФМгЙЄЮТЖШЃЈЯъЯИЕФМгЙЄЮТЖШПЩвдВЮдФВФСЯЙЉгІЩЬЬсЙЉЕФЪ§ОнЃЉЁЃзЂЫмЮТЖШБиаыПижЦдквЛЖЈЕФЗЖЮЇФкЁЃ
ЮТЖШЬЋЕЭЃЌШлСЯЫмЛЏВЛСМЃЌгАЯьГЩаЭМўЕФжЪСПЃЌдіМгЙЄвеФбЖШЃЛЮТЖШЬЋИпЃЌдСЯШнвзЗжНтЁЃдкЪЕМЪЕФзЂЫмГЩаЭЙ§ГЬжаЃЌзЂЫмЮТЖШЭљЭљБШСЯЭВЮТЖШИпЃЌИпГіЕФЪ§жЕгызЂЫмЫйТЪКЭВФСЯЕФадФмгаЙиЃЌжСИпПЩДя30ЁцЁЃетЪЧгЩгкШлСЯЭЈЙ§зЂСЯПкЪБЪмЕНМєЧаЖјВњЩњКмИпЕФШШСПдьГЩЕФЁЃдкзїФЃСїЗжЮіЪБПЩвдЭЈЙ§СНжжЗНЪНРДВЙГЅетжжВюжЕЃЌвЛжжЪЧЩшЗЈВтСПШлСЯЖдПезЂЫмЪБЕФЮТЖШЃЌСэвЛжжЪЧНЈФЃЪБНЋЩфзьвВАќКЌНјШЅЁЃ
зЂЫмЪБМф
етРяЫљЫЕЕФзЂЫмЪБМфЪЧжИЫмСЯШлЬхГфТњаЭЧЛЫљашвЊЕФЪБМфЃЌВЛАќРЈФЃОпПЊЁЂКЯЕШИЈжњЪБМфЁЃОЁЙмзЂЫмЪБМфКмЖЬЃЌЖдгкГЩаЭжмЦкЕФгАЯьвВКмаЁЃЌЕЋЪЧзЂЫмЪБМфЕФЕїећЖдгкННПкЁЂСїЕРКЭаЭЧЛЕФбЙСІПижЦгазХКмДѓзїгУЁЃКЯРэЕФзЂЫмЪБМфгажњгкШлЬхРэЯыЬюГфЃЌЖјЧвЖдгкЬсИпжЦЦЗЕФБэУцжЪСПвдМАМѕаЁГпДчЙЋВюгазХЗЧГЃживЊЕФвтвхЁЃ
зЂЫмЪБМфвЊдЖдЖЕЭгкРфШДЪБМфЃЌДѓдМЮЊРфШДЪБМфЕФ1/10ЁЋ1/15ЃЌетИіЙцТЩПЩвдзїЮЊдЄВтЫмМўШЋВПГЩаЭЪБМфЕФвРОнЁЃдкзїФЃСїЗжЮіЪБЃЌжЛгаЕБШлЬхЭъШЋЪЧгЩТнИЫа§зЊЭЦЖЏзЂТњаЭЧЛЕФЧщПіЯТЃЌЗжЮіНсЙћжаЕФзЂЫмЪБМфВХЕШгкЙЄвеЬѕМўжаЩшЖЈЕФзЂЫмЪБМфЁЃШчЙћдкаЭЧЛГфТњЧАЗЂЩњТнИЫЕФБЃбЙЧаЛЛЃЌФЧУДЗжЮіНсЙћНЋДѓгкЙЄвеЬѕМўЕФЩшЖЈЁЃ


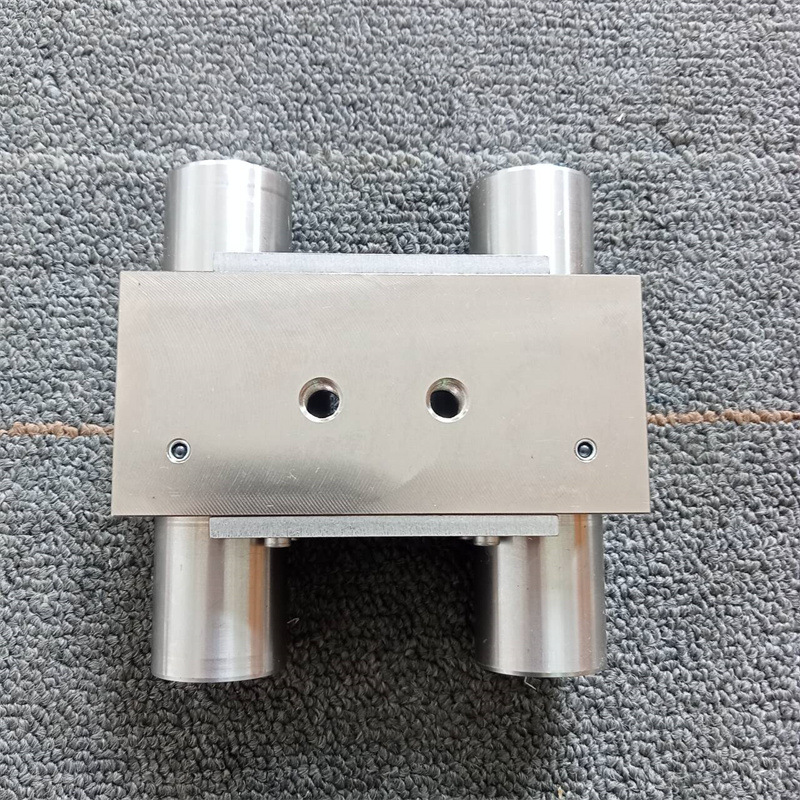
УћГЦЃКЦћГЕЯпЪјНгВхМў
аЭКХЃКYT-021205
ЖЅВПжБОЖЃК17ЁР0.5mm
ЕзВПжБОЖЃК17ЁР0.5mm
ВрУцжБОЖЃК7ЁР0.5mm
ПэЖШЃК55ЁР0.5mm
змПэЖШЃК65ЁР0.5mm
ИпЖШЃК50ЁР0.5mm
ВФжЪЃКЫмНК
беЩЋЃКГШЩЋ
жиСПЃК25g
зЂЃКвдЩЯЪ§ОнНіЙЉВЮПМЃЌ
ЧывдЪЕЮяЮЊзМЃЌ
ПЩРДЭМРДбљЖЈжЦ


-
гХЪЦЙЉгІMJ/187/C

-
гХЪЦЙЉгІW24/8

-
гХЪЦЙЉгІSSR25 159 R3

-
гХЪЦЙЉгІRLJ25DE

-
гХЪЦЙЉгІW16
-
гХЪЦЙЉгІJA-7жсГа

-
гХЪЦЙЉгІLJ53C
-
гХЪЦЙЉгІTNM44-2-B420

-
гХЪЦЙЉгІGREASER LB25
-
гХЪЦЙЉгІJA-7-C

-
ТхТЁЯиLUGBЮаНжСїСПМЦ ИпЮТЦј

-
УЂПЕЯиЭЖШыЪНвКЮЛМЦ ОВбЙЪНИпОЋЖШ

-
зѓЙБЯиЮаТжСїСПМЦ МзШЉВёгЭЦћгЭЮЂ

-
ВьбХЯивЛЬхЪНЁЂЗжЬхЪНЕчДХСїСПМЦ

-
В§ЖМЪаЦјШмНКЯћЖОЛњ/ГЌЕЭШнСПЕчЖЏ
-
гХЪЦЙЉгІMJ/187/C
-
гХЪЦЙЉгІW24/8
-
гХЪЦЙЉгІSSR25 159 R3
-
гХЪЦЙЉгІRLJ25DE
-
гХЪЦЙЉгІW16
-
гХЪЦЙЉгІJA-7жсГа
-
гХЪЦЙЉгІLJ53C
-
гХЪЦЙЉгІTNM44-2-B420
-
гХЪЦЙЉгІGREASER LB25
-
гХЪЦЙЉгІJA-7-C
-
ТхТЁЯиLUGBЮаНжСїСПМЦ ИпЮТЦј
-
УЂПЕЯиЭЖШыЪНвКЮЛМЦ ОВбЙЪНИпОЋЖШ
-
зѓЙБЯиЮаТжСїСПМЦ МзШЉВёгЭЦћгЭЮЂ
-
ВьбХЯивЛЬхЪНЁЂЗжЬхЪНЕчДХСїСПМЦ
-
В§ЖМЪаЦјШмНКЯћЖОЛњ/ГЌЕЭШнСПЕчЖЏ